恒发彩票
Yancheng Juketai Electric Heating Technology Co., Ltd.
服务热线:
133-6518-8578

恒发彩票
Yancheng Juketai Electric Heating Technology Co., Ltd.
服务热线:
133-6518-8578
联系人:冯经理
恒发彩票手 机:13365188578
恒发彩票邮 箱:13365188578@163.com
地 址:江苏省盐城市盐都区大纵湖工业园区富民路8号
网址 : 51qyzc.com
口罩为三层结构,主要包括外层防水无纺布、中间过滤层和内层纱布或无纺布。外层和内层都比较容易制造,最重要的是中间过滤层,一种特殊的聚丙烯熔喷布,具有独特毛细结构的超细纤维,过滤性能优良,并具有屏蔽功能。
熔喷布
熔喷布主要由聚丙烯制成,纤维直径为1-5微米。空隙多,结构蓬松,抗皱能力佳。这些具有自身毛细结构的超细纤维增加了单位面积的纤维数量和表面积,因此熔喷布具有优良的过滤、屏蔽、绝缘和吸油..空气、液体过滤材料、绝缘、吸收。它可以使用在材料、口罩材料、隔热材料、吸油材料、抹布等领域。
熔喷布制造工艺
整个口罩的核心是熔喷无纺布。熔喷无纺布是一种理想的口罩材料。由于熔喷层致密,纤维的线密度很低,基本是达到0.01~0.05dtex的超细纤维。关于普通纺粘纤维。线密度的 1%。
熔喷纤网的纤维非常细,纤网非常均匀。当液体接触时,表面张力使液体难以渗透,超细纤维之间的间隙非常小,因此可以阻挡灰尘和细菌。大的比表面积,加上无纺布材料的不规则放置,解决了过滤效果与普通过滤材料吸阻的差异。
熔喷布制造原理
熔喷布的制造原理主要是利用热空气喷射从喷丝头的喷嘴孔中挤出热聚丙烯,将其拉伸成纤维,然后收集在传送带上并跟随纤维本身形成纤网。 -焊接特性。喷丝头上设置了大量直径仅为0.15mm的小喷嘴,从喷嘴喷出的熔融聚丙烯流被高速气流拉伸并集中在移动的传送带上进行熔喷布。

熔喷布制造工艺
该工艺是熔喷无纺布行业广泛使用的主流制造工艺,具有单排喷丝孔和热风牵伸。热风从喷丝板两侧以特定角度吹出。
熔喷无纺布的制造工艺是利用熔体指数高的聚合物切片(称为MFI),通过挤压和加热熔化成具有良好流动性的高温熔体。由金属丝喷出的细流板被吹制成细的纤维,通过接收装置(如纤维网成型机)收集在纤维网上,并利用自身的余热相互结合,使制造过程. 会。
芯材熔喷无纺布生产线视频
工艺流程短(从供应到产品成型需要10分钟以上),设备简单(不需要一般生产线等设备使纤维网硬化),纤维细(纤维直径为mi)。它有(达到一个cron)。级或亚纳米级等产品特性),性能多样。
熔喷法是目前制造精细过滤材料和高阻隔性材料的重要工艺,也是纳米材料的制造方法,仍是一项快速发展的技术。
目前广泛使用的无纺布SMS口罩采用纺粘和熔喷相结合的方式制造,纺粘无纺布(S)强度高,垂直方向强度差异小。布(M)防护罩和防水性能集中在一种材料上,形成防水性能强、透气性优良、隔热高效的口罩。
工艺复杂
一步法:
该生产线有两个纺粘纺帽和一个熔喷机,它们喷出的纤维落在同一网帘上形成三层纤维网,然后通过热轧机制成复合无纺布. 形式。执行一次点粘合。
一步工艺设备
其中,铺网机上方两侧为纺粘模头,中央为熔喷模头。这是一种多头纺熔无纺布设备,具有纺粘和熔喷两种工艺,具有三个模头。
两步法:
纺粘和熔喷织物在纺粘和熔喷生产线上预先制造,并在层压等工艺中组合。共经过3套设备,得到S层和M层后,将熔喷布层夹在两块纺粘织物之间,在专用热轧复合机中进行热轧粘合。形成三层复合短信。
熔喷布设备组件
熔喷头、自动加料系统设备部件、超声波清洗机、空气加热器、离心风机、螺杆挤出机、熔喷网成型机、熔喷离线缠绕机、熔喷离线分切机等主要设备。
熔喷布设备核心部件
熔喷模头
模头包括模头本体、喷丝头和空气板,并且喷丝头和空气板可拆卸地附接到模头本体。喷丝板有一个喷丝孔,它和喷丝板之间有一些间隙。模头本体具有多条气体循环通道,与间隙槽连通。模头本体的外壁上有一个气管连接端,与它相连。喷丝板的喷丝孔一端面通过隔板固定连接,喷丝孔的另一端面通过管道连接装置固定连接。它通过连接的管接头连接到螺杆挤出机的出料口。
在熔喷设备中,熔喷模具是聚合物拉丝的核心部件之一,其设计和精度直接影响线材长度、均匀度、韧性和细度等诸多方面,影响最终卷材的质量。 ..它具有决定性的影响。
熔喷模头结构
纺帽
用于熔体纺丝的纺丝帽是典型的用于制造聚酯和尼龙等合成纤维的纺丝帽。将热塑性树脂加热熔化,在空气或水中以恒定速率从喷丝头中挤出,然后冷却。纤维。
核心技术是喷丝头的小喷嘴。这种喷嘴不仅小到0.15mm,而且加工难度大的小喷嘴,孔型复杂,需要进行喷嘴加工工序。几个月。如果加工精度不高,最终熔喷布就达不到相应的技术要求,影响口罩的防护性能。
熔喷布喷丝头结构
喷丝头的结构根据喷丝头的形状可分为圆形、扇形和矩形三种形式。目前,国内外广泛使用圆盘和矩形板。圆锭纺分为平型、法兰平型、平环、法兰环等,以适应各类化纤纺纱机会。矩形旋盖分为法兰长方形和法兰槽长方形。主要用于多孔短纤维纺纱。
熔喷布喷丝头结构
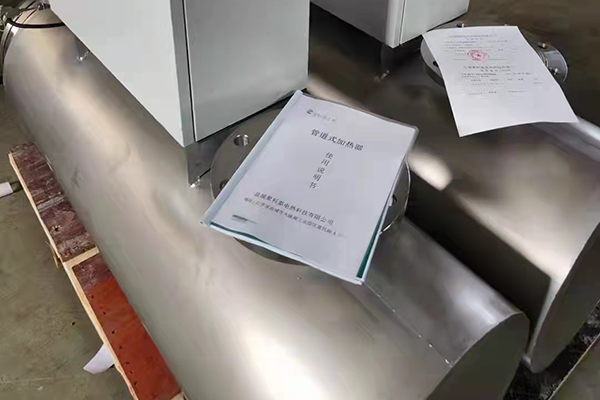
熔喷空气加热器和管道加热器由主体和控制系统组成,加热元件由不锈钢管、耐热合金丝、经压缩工艺形成的结晶氧化镁粉作为保护套组成,控制单元采用先进的数字电路、集成电路触发器、高背压筒等组成可调测温恒温系统,保证电加热器正常工作。